超音波診断で保全業務を強力にバックアップ!最高の現場支援ツール!

振動ベースの測定技術の最も重要な応用分野は、回転機械や往復運動機械のモニタリングに関連するものです。
振動分析や音響技術の調査は、主に20kHzまでの周波数帯域で行われます。
振動分析の場合
振動分析は、機械の健康状態や異常を診断するために行われ、通常は低周波から中周波の範囲(数Hzから10kHz程度)が使用されます。
音響技術の場合
音響技術では、人間の可聴範囲(20Hz〜20kHz)が基本となりますが、次のように応用分野によって異なります。
特定の測定器における周波数帯域
振動計: 通常10Hz〜10kHzをカバー(FFT分析器付きの場合、さらに高精度)。
20kHzまでの周波数帯域は振動分析や音響技術において非常に一般的ですが、特定のニーズや技術(超音波検査や高精度音響解析など)では、これを超える帯域も利用されることがあります。目的に応じて使用する周波数帯域を選択するのが重要です。
多くの技術的および物理的プロセスでは、より高い周波数の音や振動が発生します。
現在、ほとんどの超音波試験機器では、ナローバンドのセンサーや電子機器で記録・変換された音圧レベルなどの比較的単純なパラメータにアクセスすることができます。
しかし、ほとんどの物理的プロセスでは幅広い周波数帯域で超音波が発生するため、この方法では超音波測定結果の情報価値が制限されてしまいます。
したがって、約100kHzまでの周波数におけるプロセスの広帯域モニタリングのためのアプローチが開発されました。
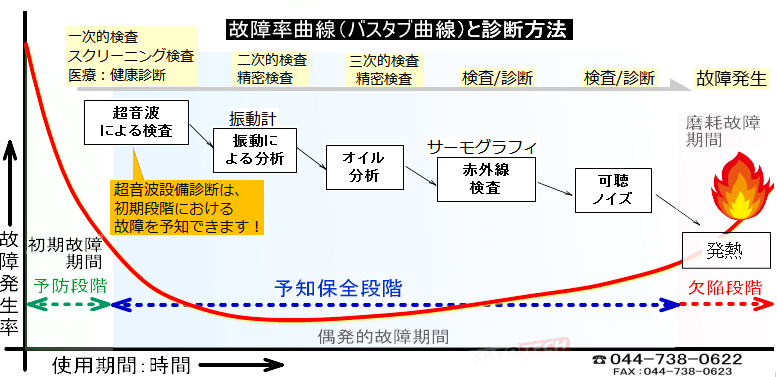
超音波は、軸受の損傷や材料の摩耗の兆候を早期に検知し、機械の状態の傾向分析に役立ちます。
振動と超音波は互いに組み合わせて使用することができます。
音響ブロードバンド信号における完全な物理的ベースの情報を活用するための重要な前提条件は、適切なセンサーを使用することです。
そのため、新しい圧電複合材料をベースにセンサーが開発されました。
物理的および構造的原則により、幅広い周波数帯域における音響測定が可能になります。
センサーの周波数特性はある程度まで線形化することができます。
これは、摩擦、ウェハーダイシングマシンのプロセス監視、ベアリング損傷の診断など、いくつかの重要な応用例によって実証されます。
この新しいセンサーは、データ収集と処理、リアルタイムでのアルゴリズムの使用、計算と予測の改善などを含む、新しいモジュール式で拡張可能な測定コンセプトの一部です。
摩擦により超音波が発生します。超音波により潤滑状態の確認が可能です。
人間の耳には聴こえない超音波を可聴域の信号に変換する「ヘテロダイン技術採用」
超音波の音が、通常音より大きければ、異常が生じています。
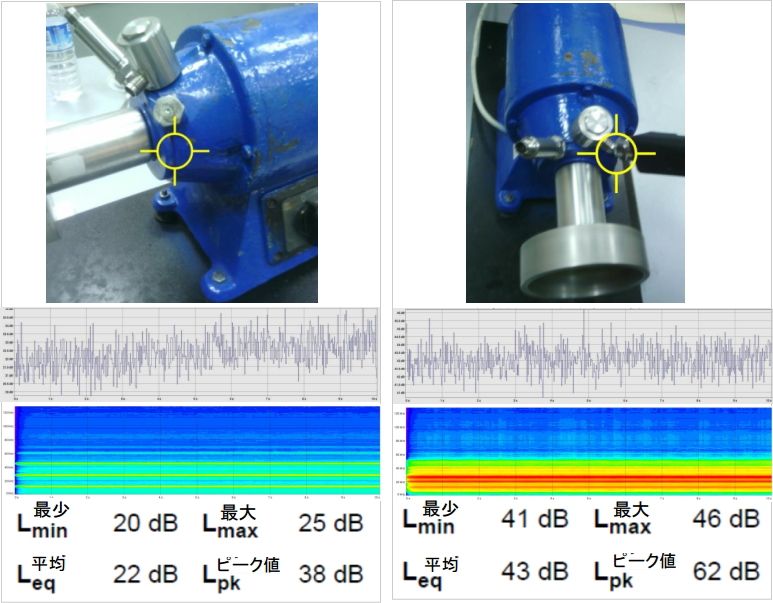
■超音波法による軸受損傷診断:ベアリング軸受の運転中に、内輪/外輪と潤滑剤により摩擦が発生し超音波が発生します。
■超音波法による潤滑油適量充填の判定:潤滑不足により内輪と外輪の衝撃が発生することで超音波が発生します。
■衝撃が強くなると音も強くなります。
 超音波式設備機械のベアリングチェッカー軸受検査としても使用できます。
超音波式設備機械のベアリングチェッカー軸受検査としても使用できます。![]()
超音波周波数を視覚的及び聴覚的に示します。
●音波の音を聞くことで、ベアリングの状態を判断
● 音波の音を聞くことで、グリースの適量充填の判断できます!過剰注入の防止ができます
| ベアリング軸受け良好な状態 | |
|---|---|
| ベアリング軸受が劣化した状態 | |
| 劣化したベアリングに潤滑油を充填 | |
| 潤滑油の充填から3分後のベアリング | |
| 潤滑油の過充填 |
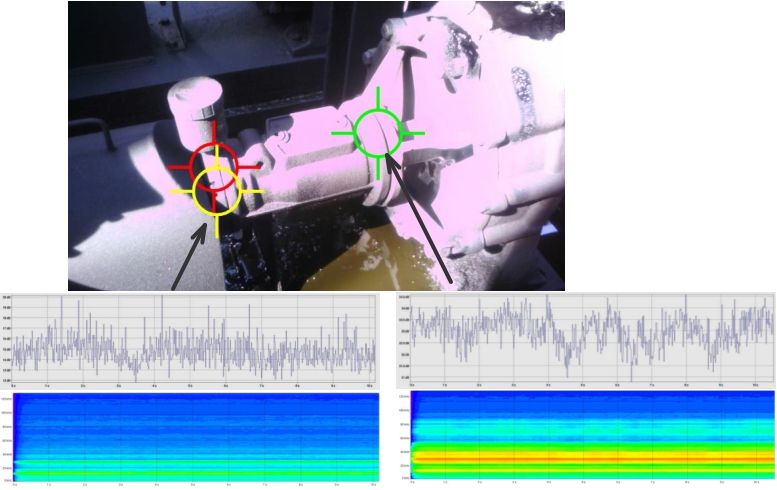
■スペクトログラム表示と波形表示
■数値パネルで音圧レベルを表示
![]()
![]()
![]()
![]()
超音波リークディテクター ソナフォンアドバンス SNP-ADV【ドイツ SONOTEC社製】 超音波リークディテクター ソナフォンアドバンス SNP-ADVは、検知した超音波をリアルタイムにスペクトログラムや波形でモニタリングします。 20 kHz~100 kHzまでの周波数帯で、どの帯域の超音波を検知したのかを視覚的に表示できる検知器です。
超音波の可視化を行い、省エネ対策に 空気漏れ、振動、リーク漏れ等の検討対策行う際、超音波の発生場所が確実に特定出来なければ、根本対策を行う事は出来ません。 そこで、超音波 を「可視化・見える化」をする事が出来れば、超音波の発生場所や分布を特定する事が可能となり、ピンポイントな対策が可能となります。
ドイツ超音波機器の専門メーカーSONOTEC社製 サイトはこちら




















 各種ダウンロード
各種ダウンロード