
超音波カメラ ソナフォン SNP-ADV は、予防保全のためのデジタル超音波検査装置です。
産業、製造、施設管理、エネルギー管理など、機械的な健全性とメンテナンスが重要な分野で使用されます。

超音波カメラソナフォンSNP-ADVは機械や設備の異常を超音波(人の耳には聞こえない高い音)を使って検出します。
例えば、空気漏れやガス漏れ、電気的な放電などが発生すると、特有の超音波が生じます。
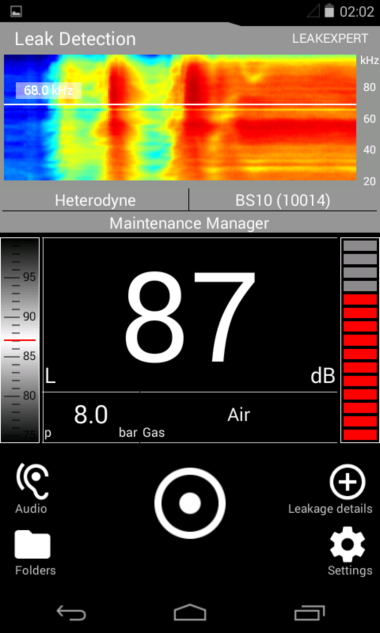
超音波カメラソナフォン SNP-ADVの「スペクトル解析」機能はとても重要です。
スペクトル解析とは、音の特性を詳細に調べる方法です。:「スペクトログラム表示」と「波形表示」が用いられます。
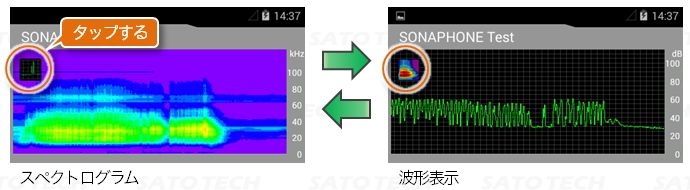
【スペクトログラム表示】
音の周波数(音の高さや低さ)、時間(音がどのくらいの期間で発生しているか)、強さ(音の大きさ)を色で示した図です。
スペクトログラムでは、縦軸に周波数、横軸に時間が表示され、色の濃淡で音の強さが示されます。
薄い色は音が小さいことを、濃い色は音が強いことを意味します。
異常な音(例えば、部品の摩耗による異常音)が出ている場合、スペクトログラムを見ることで、異常音がどの周波数で、どのくらいの期間発生しているかを特定できます。
【波形表示】
音の波の形を直接示すもので、音の振動を線の形で表します。
機械から発せられる音の波形を見ることで、音が一定のリズムで繰り返されているか、または不規則な波形をしているかなど、機械の状態をより詳細に理解することができます。
例えば、ベアリングが損傷している場合、波形が不規則な形をしていることが多いです。
「スペクトログラム表示」と「波形表示」によって、機械の状態や異常をより正確に理解することができます。
例えば、ある特定の周波数で異常な音が検出された場合、特定の種類の機械故障を示している可能性があります。
また、時間の経過とともに音の強さや周波数がどのように変化するかを追跡することで、問題が発生している部分を特定し、適切なメンテナンスや修理を行うことができます。
スペクトル解析の使用で、機械や設備の問題を早期に発見し、大きな故障につながる前に対処することができます。
予防保全に非常に役立ち、コスト削減や作業効率の向上にもつながります。

■圧縮空気漏れを発見
■写真を保存し、リーク箇所にマークをつける
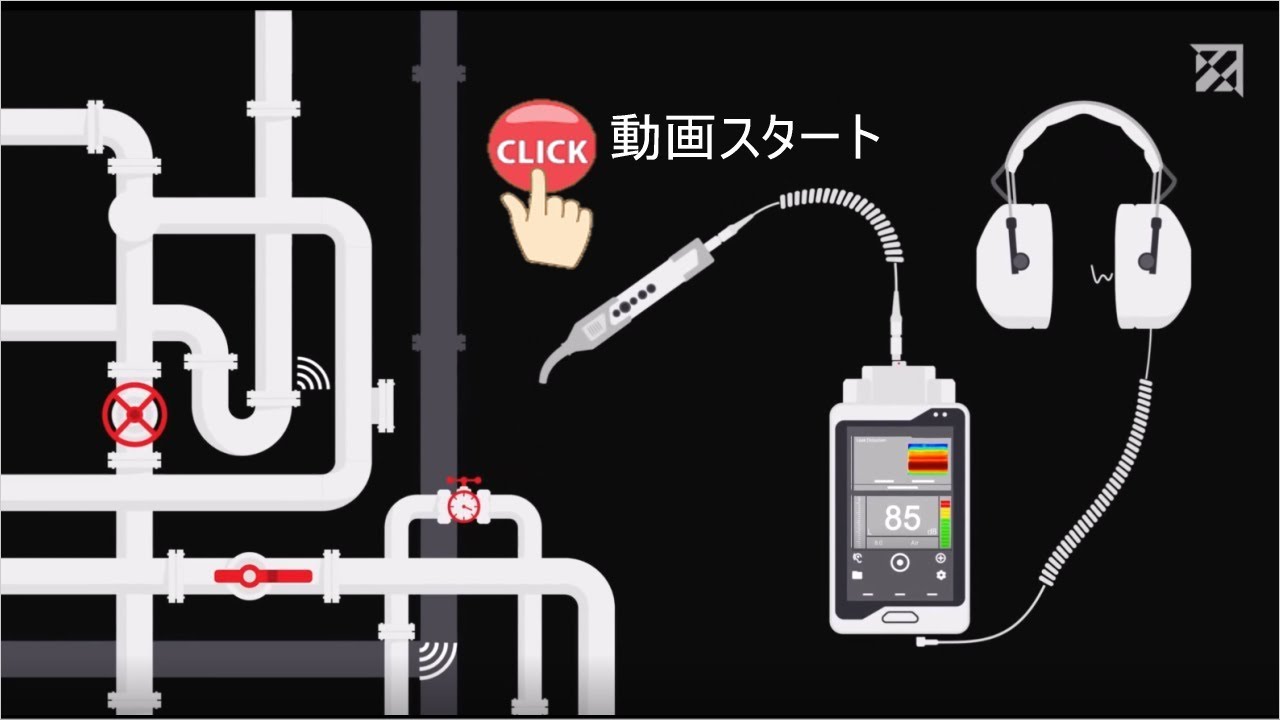
■超音波リークディテクター SNP-ADV 超音波センサーBS10
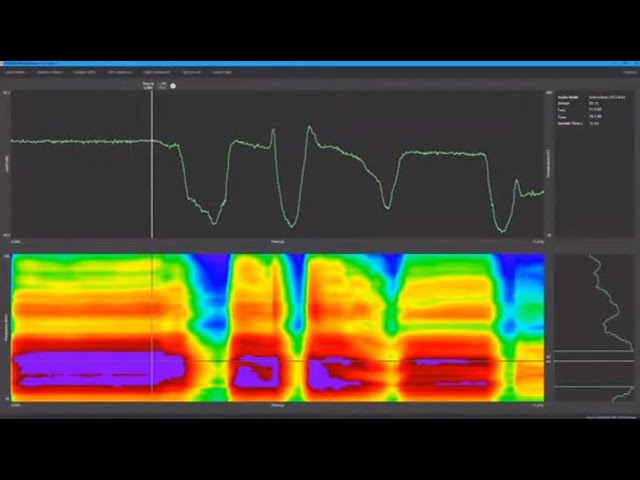
スペクトログラム表示と波形表示がどのように異なる機器やシステムの問題を特定し、診断するのに役立つかを示しています。これらのツールを使用することで、機械の異常音を正確に分析し、問題を早期に発見し、適切な対応を行うことができます。
自動車のエンジンの異常

自動車のエンジンが正常に動作していない場合、スペクトログラムでは通常とは異なる周波数の音が見られます。
たとえば、エンジンから異常な高い音が発生している場合があります。
波形表示では、エンジンの正常な動作リズムとは異なる、不規則または変動する波形が確認できるかもしれません。
工場の機械の異常

工場の機械で何か問題がある場合、スペクトログラム表示では異常な周波数や音の強さが現れます。
例えば、ベルトが緩んでいる場合には特定の低い周波数の音が現れるかもしれません。
波形表示では、通常とは異なるパターンが現れ、これが機械の問題を示唆しています。
エアコンの異音
スペクトログラム表示では、エアコンから通常とは異なる高い周波数の音が出ていることが分かります。
例えば、ファンがうまく回らないときに特有の高い音が出ます。
波形表示を見ると、通常のリズムとは異なる不規則な波形が現れるかもしれません。
これはファンの故障を示唆しています。
水道管の漏れ

水道管に小さな漏れがある場合、スペクトログラム表示では通常よりも高い周波数の音が検出されるかもしれません。
波形表示では、水が漏れるリズムが不規則なパターンとして現れるでしょう。
これらの兆候は水漏れの可能性を示します。
電気回路の異常:
風力タービンの問題:
建築物の構造的問題:
ボイラーや圧力容器の異常:
鉄道車両の車輪や軸受けの問題:
産業用ポンプの故障:
発電機の異常:
空調システムの不具合:
コンベヤーシステムの異常:
ミキサー機器の問題:
冷蔵庫や冷凍庫の不具合:
エレベーターの機械的な問題:
印刷機の異常:
ガスタービンの不具合:
配管システムの振動:
バイクや自転車のエンジン/駆動系の異常:
船舶のエンジンやプロペラの問題:
SONAPHONEは、機械や設備から出る超音波の音のレベル(大きさや高さ)を測定する装置です。
音のデータを特定の速さで(1ミリ秒から128ミリ秒の範囲で設定可能)取り込んで、それを分析します。
音のレベルはいくつかの異なる方法で計測されます:
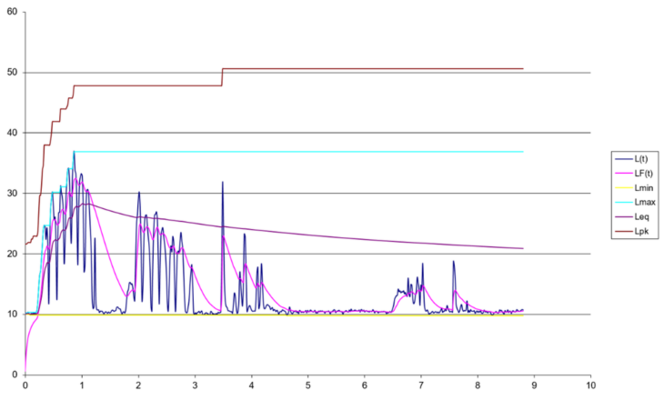
| 瞬間レベル(L(t)) | 取り込んだ音のデータから直接計算された平均値です。この装置の画面では、8つの連続した値の中で最も大きな値が表示されます |
瞬間レベル(時間重み付き) |
125ミリ秒の時間定数で平均化され、音の変化をゆっくりと追跡します。これは、昔のポインター式の計器で使われた方法で、値の読みやすさを高めるために使われます。 |
| 最小値 / 最大値(Lmin / Lmax) | 瞬間レベルの最小または最大値です |
| ピークレベル(Lpk) | 測定されたデータの中で最も高い値に基づいています。ピークレベルは最大値(Lmax)よりも高いことがあります。 |
| 等価連続音レベル(Leq) | レベルは125ミリ秒の時間定数で平均化され、音の変化をゆっくりと追跡します。これは、昔のポインター |
SONAPHONEは音の強さや高さを時間とともにどのように変化するかを詳細に記録し、分析することができます。
これは、機械や設備の状態を監視し、問題を早期に発見するのに役立ちます。
「ヘテロダイン法」と「フェーズボコーダー法」
【ヘテロダイン法】
超音波のうち特定の狭い範囲の周波数(たとえば40キロヘルツの周囲2キロヘルツ)を選んで、それを聞こえる範囲の周波数に変換します。
伝統的なアナログ検査装置で使用されており、SONAPHONEでもデジタル方式で組み込まれています。
スペクトログラム上の可動線を動かすことで、選んだ狭帯域の音を聞くことができます。
例えば、空気漏れを検出する時やベアリングの基本的な状態を評価する時に、この方法で得られる音の印象をもとに質的な評価が可能です。
【フェーズボコーダ法】
フェーズボコーダ法では、広帯域(20キロヘルツから100キロヘルツ)の超音波信号を圧縮して、聞こえる範囲に変換します。
32倍に圧縮することで、全周波数範囲の超音波を聞くことができます。
この方法で変換された音には、ほとんど情報の損失がなく、元の広帯域の音の状況を再現することができます。
「ヘテロダイン法」と「フェーズボコーダー法」の方法で変換された音は異なって聞こえます。
ユーザーは、内蔵スピーカーやヘッドホンを使ってこれらの信号を聞くことができます。
音声信号のサンプリングレートは8キロヘルツです。
信号のボリュームは、元の高周波数信号の強度と同じように変化します。
さらに、元の信号の時間的な変化も保持されるため、聞こえる信号にも元の状況のダイナミクスが反映されます。
SONAPHONEはこれらの聞こえる信号を記録し、WAV形式で保存
これにより、データをさらに処理することができます。
例えば、空気漏れを検出する際には、スペクトログラム上の可動線を動かして超音波を聞こえる信号に変換します
(ヘテロダイン法)。
「スペクトログラム表示」と「波形表示」を使って機械の状態や異常をより正確に理解できる理由
【スペクトログラム表示の利点】
例えば、あなたが学校の音楽室にいて、さまざまな楽器の音を聞いているとします。
ピアノ、フルート、ドラムなど、それぞれの楽器は異なる音を出します。
スペクトログラムは、それらの楽器がどのような高い音(高周波数)や低い音(低周波数)を出しているかを色と線で示す地図のようなものです。
スペクトログラムの図を見ることで、どの楽器がどの音を出しているか、
またその音がどのくらい長く続いているかが分かります。
機械の場合も同じで、異常な音(例えば、部品の摩耗による異常音)が出ている場合、スペクトログラムを見ることで、異常音がどの周波数で、どのくらいの期間発生しているかを特定できます。
【波形表示の利点】
波形表示は、音の「形」を直接見ることができます。
例えば、海辺にいるとき、波が岸に打ち寄せるのを見たことがありますよね。
波が大きい時もあれば、小さい時もあります。
音も波のようなもので、波形表示はその音の波がどのような形をしているかを示します。
機械から発せられる音の波形を見ることで、音が一定のリズムで繰り返されているか、または不規則な波形をしているかなど、機械の状態をより詳細に理解することができます。
例えば、ベアリングが損傷している場合、波形が不規則な形をしていることが多いです。
音を分析する
ドラマで犯人を特定するために使われる声紋分析は、人の声の特徴を分析して誰の声かを特定します。
声には、その人特有のパターンがあります。
同じように、SONAPHONEは機械や設備から発せられる音(超音波)を分析して、その機械が正常に動いているか、何か問題があるかを調べます。
パターンを見つける
声紋分析では、話している人の声のパターン(高さやリズムなど)を分析して、それが誰の声かを突き止めます
SONAPHONEも、機械が発する超音波のパターン(音の高さや強さなど)を見て、機械の状態を判断します。
例えば、機械から特定のパターンの異常音が聞こえたら、その部分が壊れている可能性があります。
問題を早期に発見する:
テレビドラマでの声紋分析は、犯人を早く見つけ出すために使われます。
同じく、SONAPHONEを使うことで、機械の小さな問題を早期に発見し、大きな故障になる前に修理できます。
これは、犯罪捜査で早期に証拠を見つけ出すことと似ています。
| 共通部分 | SONAPHONE | 声紋分析 |
|---|---|---|
| 音の分析 | 機械や設備からの超音波の分析 | 人の声の特徴(高さ、リズムなど)の分析 |
| パターンの特定 | 超音波のパターン(高さ、強さなど)から問題を特定 | 話者の声のパターンから個人を特定 |
| 早期問題発見 | 機械の小さな異常を早期に発見し、修理に役立てる | 証拠や犯人の早期発見に役立つ |







■設備から発生している超音波をデジタル数値と波形でダブルチェックで高精密設備診断器
■さらに「聴く」ことにより音の強弱で異常判断も可能
■圧縮空気漏れ箇所の特定や機械的・電気的な異常診断
■内蔵カメラとマイクを使用すると、検出された超音波ごとに写真を撮り、ボイスメモを録音することが可能
■ タッチパネルによる簡単操作(5インチモニタ)
■ 検知周波数: 20 kHz~100 kHz (周波数調整可能)
騒音下でも稼働状態でも診断可能
■ 充電池で最大12時間駆動
■ 簡易測定レポート(PDFファイル)作成
■ 丈夫で、軽量約370 g
■ Androidシステム搭載
■ ドイツSONOTEC社製(弊社は、日本正規代理店)
丈夫で、軽量、タッチパネルによる簡単操作。
多様な設備に対して様々な検査・診断が効率よく行え、かつ診断能力が格段に向上します。
■スペクトル解析:スペクトログラム表示と波形表示
縦軸は、音の高さ低さを表す周波数で、横軸は時間軸
色で音の強さを表しています。
薄いところは音が小さく 濃いところは音が強いといったことがわかります
■数値パネルで音圧レベルを表示
圧縮空気漏れは、30-50kHzの超音波を発生
超音波 を「可視化・見える化」をする事で
超音波の発生場所を特定が可能

持ちやすい370gの軽量ボディ
5インチの軽量、タッチパネルによる簡単操作
検知した超音波をスペクトログラムや波形で表示

人間の耳で聞こえない超音波を可聴化
パイプ内のガス、液体、固体の動きや摩擦や漏れにより
発生する超音波を検知し、配管からのエア漏れを発見

ピンポイントでリーク漏れを検知
超音波の発生源特定を可能にした画期的装置
誰でも簡単に検知
上記画面の▶をクリックすると音が出ます
漏れ箇所に近づくとより大きな音が出ます
カメラ機能搭載
写真、テキスト、ボイスメモ(声を録音できます。)を追加することができます。

■リークディテクター SNP-ADV(超音波設備診断器)は、目に見えない超音波を可視化・可聴化。
さらにスペクトログラムを表示と波形表示により工場・プラントの状態設備診断が短時間に可能になります
■5インチのタッチパネル式ディスプレイでタブレットのように直感的に操作可能。
■広帯域超音波解析:20 kHz~100 kHz
■スペクトログラム、時間信号、サウンドファイル、レベルを記録保存できます
■写真、テキストコメント、ボイスメモを追加可能
ヘテロダイン:指定したミキサー周波数付近(±2 kHz)の狭い帯域の周 波数を可聴音に変換します。フェーズボコーダで聴こえる音とは異なります。ミキサー周波数は20 ~ 100 kHzま で0.5 kHz刻みで設定します。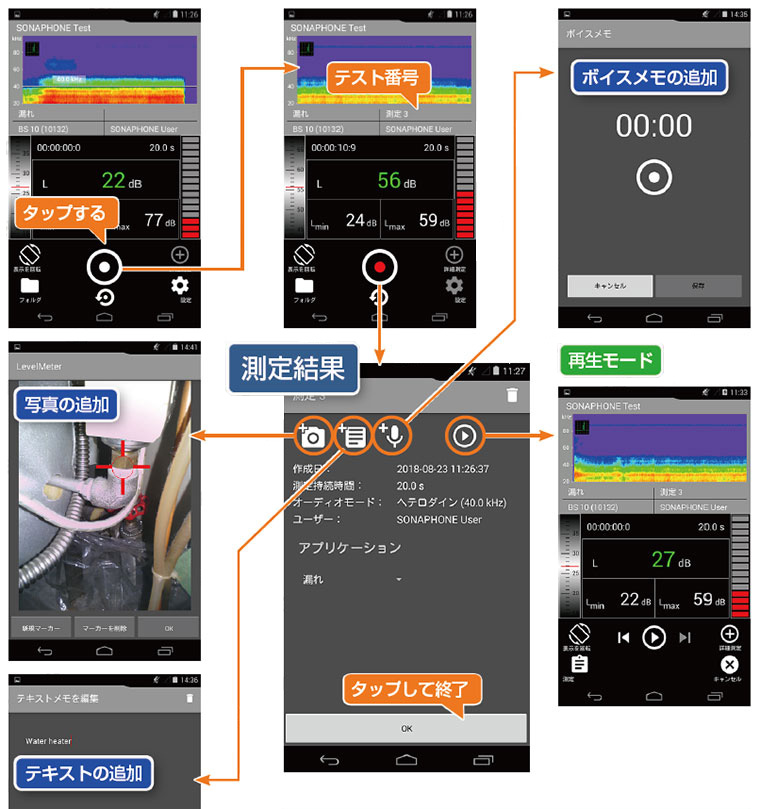

スペクトログラムとは?
縦軸は、音の高さ低さを表す周波数で、横軸は時間軸
色で音の強さを表しています。薄いところは音が小さく 濃いところは音が強いといったことがわかります
スペクトログラムとは、複合信号を窓関数に通して、周波数スペクトルを計算した結果を指す。
3次元のグラフで表される。
スペクトログラムは声紋の鑑定、動物の鳴き声の分析、音楽、ソナー/レーダー、音声処理などに使われている。
スペクトログラムを声紋と呼ぶこともある。
周波数分析を時間的に連続して行い、色によって強さを表すことで、強さ、周波数、時間の3次元表示を行う。
このグラフ(スペクトログラフ、日本では声紋という言葉の方になじみがある)では横軸が時間、縦軸が周波数
(上に行くほど音が高い)、色が黄色いほど音が強い(音が大きい)
スペクトラムとスペクトログラムの意味は?
スペクトラムの時間変化を表わしたのがスペクトログラム
バルブ診断、スチームトラップ診断、圧縮空気漏れ、圧縮ガス(O2、NO他)漏れ
ベアリング、摩擦状態、キャビテーション、ギア/ギアボックス、ポンプ/モーター、潤滑不足/過充填
アーク、トラッキング、コロナ、スイッチギヤ、変圧器、絶縁体、リレー、ブスバー他
![]() 気密試験(別売の超音波発信器SONICが必要です)
気密試験(別売の超音波発信器SONICが必要です)
窓、ドア、車両、部品、コンテナの漏れを特定し、指定された品質要件を確実に守るため
・自動車工場
・家電工場
・半導体工場
・紙パルブ工場
・薬品工場
・食品工場
・石油プラント
・化学プラント
・電力プラント
・オフィスビル
・テーマパーク
・航空機整備場
・船舶
・車両整備場
予防保守(Preventive Maintenance)とは、設備の定期的な点検やメンテナンスを行うことで、故障やトラブルを未然に防ぐ手法のこと
| 機器設計 | デジタル超音波試験機器 | |
| 対応周波数 | 20 kHz~100 kHz | |
| ディスプレイ | 5インチ TFTタッチスクリーンディスプレイ | |
| 音声出力 | スピーカーまたはヘッドフォン Bluetooth🄬対応ヘッドフォン(別売品) |
|
| 寸法 | 高さ 174 mm・幅 90 mm・奥行 25 mm | |
| 重さ | 約370 g | |
| 保管温度 | −20 °C ~ 60 °C | |
| 使用温度 | −10 °C ~ 40 °C | |
| 電池 | リチウムイオン充電池 | |
| 充電時間 | フル充電まで約2時間 | |
| 駆動時間 | 通常測定 | 8~12時間 |
| 連続使用 | 約4時間 | |
| インターフェイス |
センサーケーブル接続端子 |
|
| 保護等級 | IP40(非防水) | |
| 内蔵メモリー容量 | システム用 | 8 GB |
| データ用 | 16 GB | |
| 準拠規格および指令 | EMV RL 2014/30/EU、WEEE RL 2012/19/EU、 RoHS RL 2011/65/EU、ASTM E1002-2005 |
|
| 付属品 |
日本語取扱説明書 |
|
| 別売品 | ストラクチャーボーンサウンド・温度センサー BS20 PC用ソフトウェア リーク診断アプリ『Leak Expert』 |
|

| 機器 | 超音波検知センサー(照準レーザーポインター、LEDライトつき) |
| ボタン操作 | ボリューム調整、測定開始・停止、 照準レーザーポインター、LEDライト ON/OFF |
| 寸法 | 高さ 155 mm・幅 30 mm・奥行 30 mm |
| 重さ | 約80 g |
| 保護等級 | IP40(非防水) |
| 周波数レンジ | 20 kHz~100 kHz |
| 分解能 | 1 dB |
| 接続端子 | 本体との接続ケーブル用端子 |
| ケーブル長 | 160cm |
| アクセサリ | 精密検査ノズル(BS10-1) アコースティックホーンS(BS10-2) アコースティックホーンL(BS10-3) |
| ソフトウェア名 | LEVEL METER | |
| 表示項目 | 音圧レベル、音圧レベル記録 スペクトログラム、画面回転対応 演算方式、計測時間、再生位置 |
|
| 測定値 表示方式 | L | 音圧レベル(瞬時値) |
| LF | 時間重み付き音圧レベル | |
| Lpk | ピークレベル | |
| Leq | 等価平均音圧レベル | |
| Lmin | 最小音圧レベル(瞬時値) | |
| Lmax | 最大音圧レベル(瞬時値) | |
| その他の機能 | 静止画撮影・ボイスメモ・テキスト追加 アプリ切替 PDFレポート作成 ZIP形式でデータファイル出力 (ZIPファイルはPC用ソフトウェア(別売品)で利用が可能です。) |
|
| 言語 | 英語、ドイツ語 | |
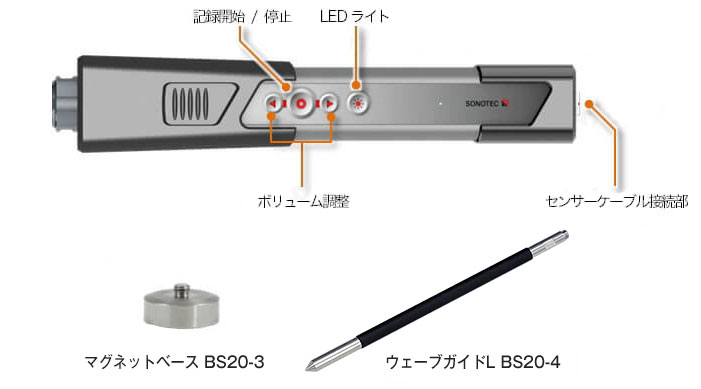
| 機器 | 接触式超音波センサー(ウェーブガイド着脱式)(非接触赤外線温度センサー、LEDライトつき) |
| 操作 | ボリューム調整、記録開始・停止、LEDライト ON/OFF |
| 寸法 | 高さ 155 mm・幅 30 mm・奥行 30 mm |
| 重さ | 約140 g (付属品を除く) |
| 保護等級 | IP40(非防水) |
| 周波数レンジ | 20 kHz~100 kHz |
| 超音波分解能 | 1 dB |
| 温度測定レンジ | −70 °C~380 °C |
| 温度分解能 | 1 °C |
| 接続端子 | LEMOコネクター |
| ケーブル長 | 160cm |
| 付属品 | ウェーブガイドL(BS20-4)(長さ 150 mm・∅18 mm・重さ 15 g) マグネットベース(BS20-3)、アタッチメント取付用レンチセット |

ハンディタイプの超音波発信器。 全方位13箇所から超音波を発信することで密閉テスト時間の短縮が可能です。 別売の超音波受信器と併用することで、容器、部屋、自動車、コンテナなどの密閉度や空気漏れ箇所の特定などに利用できます。
超音波を可聴音に変換し、リアルタイム解析してスペクトログラムでのグラフで表示
スペクトログラムとは、周波数分析を時間的に連続して行い色によって強さを表すことで強さ、周波数、時間の3次元表示を行う。横軸が時間、縦軸が周波数(上に行くほど音が高い)、色が黄色いほど音が強い(音が大きい)
音の時間的な変化、音色、高さ、大きさを同時に読み取ることができる。例:科学捜査班が声紋分析
プラント工場内に多数存在する装置や長距離の配管。これら全ての健全性の評価に、莫大なコストと工数がかかります。
そのコストと工数を大幅に削減できるとして注目されている検査が、超音波によるスクリーニング検査。
プラント工場内に多数ある配管や装置などを網羅的に検査したいと思っていても、対象が多いとコストと時間がかかり、
なかなかカバーしきれず管理できないという声をよくお聞きします。
そんな課題の救世主となるのが、近年注目されている超音波によるスクリーニング検査です。
全体をスクリーニング検査することでスピーディーにハイリスク箇所を検出し、再検査が必要と思われる箇所は目視による詳細な二次検査・メンテナンスを実施します。
これにより大幅な検査コストと工数の削減が図れ、短期間で漏れに繋がるような箇所をいち早く発見できます。
■超音波の発生
圧縮空気、圧縮0ガスや液体が大気中に放出された場合や、
ベアリングに傷があったり、グリス切れの状態から超音波が発生します。
絶縁劣化に伴うコロナ放電が生じると超音波が発生します。騒音環境でも検知可能
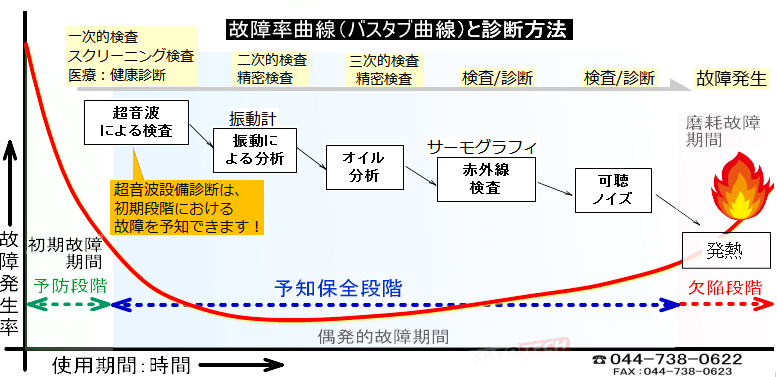
■超音波設備診断は、初期段階における故障を予知できます!
そして、短時間に設備診断ができます。
今日ではNASAをはじめ世界中の工業分野においてメンテナンス,トラブルシューティング,漏洩検知に
超音波テクノロジーは、使用されています。
■初期のスクリーニングに
素早い検査のために超音波診断を利用し、さらに、詳細な検査や診断を振動計やサーモグラフィーで行うと、後手後手の対応から開放され、PDCAサイクルで業務を継続的に改善することができます。


















 各種ダウンロード
各種ダウンロード